
製品





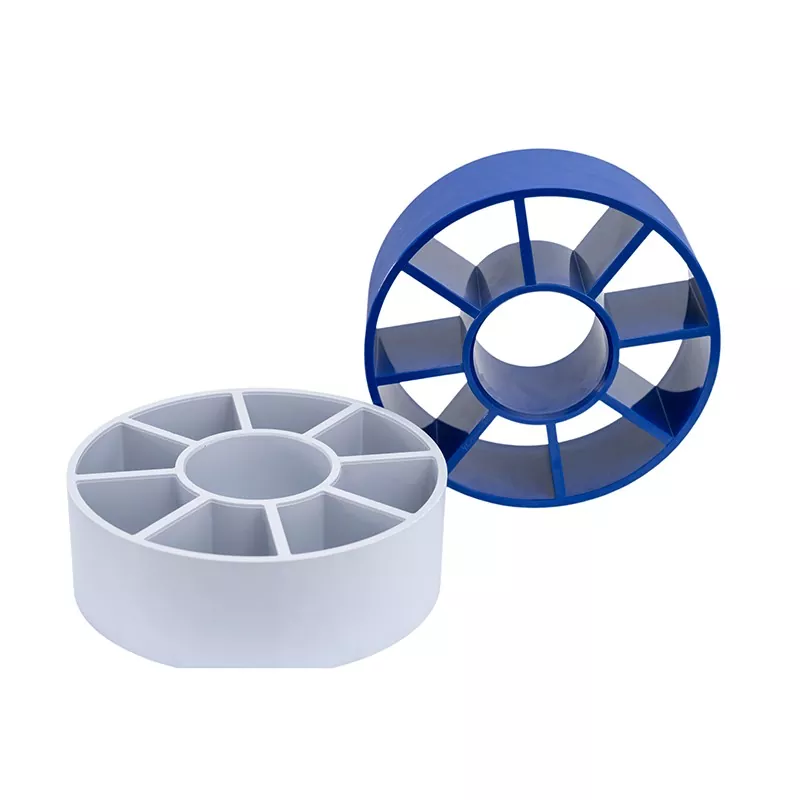

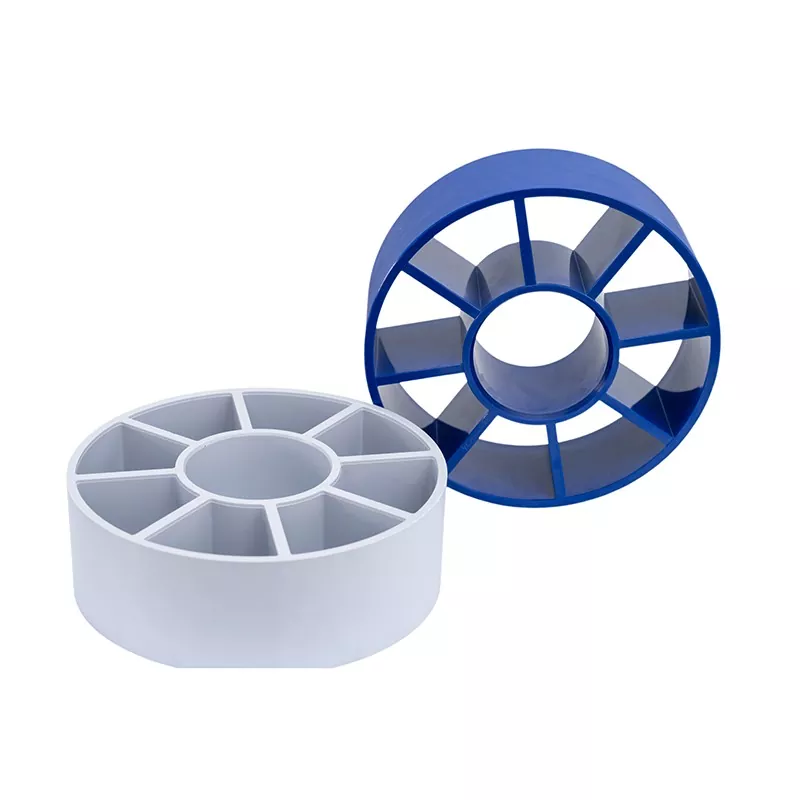
ID 3 インチ OD 8 インチ 2 層 ABS スプール
Honkai Plastic は、内径 3 インチ、外径 8 インチの二層 ABS スプールの研究開発と製造に長年専念してきました。同社はガラス繊維強化ABS改質材をコアとして、低収縮(≤0.3%)かつ高耐熱(120℃で安定)配合を採用し、真円度≤0.05mm、真直度≤0.1mmという業界トップクラスの精度を実現しています。これにより、セパレーターの波状の曲がりやたるみの問題が効果的に解決され、お客様のバッテリーの歩留まりが 5% 以上向上します。 ISO 9001品質マネジメントシステム認証とSGS環境試験報告書を取得しています。当社の製品は、-40°C ~ 120°C の極限環境での検証に合格し、5 年を超える寿命を実現し、お客様の全体的なコストを大幅に削減します。
お問い合わせを送信
製品説明
中国 ID 3 インチ OD 8 インチ 虹海プラスチック工場による二層 ABS スプール。ABS スプールコアの製造プロセスは ABS チューブの製造プロセスとは異なります。これは、完全に直接成形や単一の射出成形プロセスによって実現されるのではなく、むしろ押出成形と金型成形技術を組み合わせたものです。まず、原材料の処理では、ABS 樹脂をオーブンで 70 ~ 80°C で 4 時間乾燥させます。この際、含水率は 0.1% 以下に厳密に制御され、処理中の気泡や材料の劣化を防ぎます。続いて、単軸スクリュー押出機を介して可塑化と押出が行われ、ABS が溶融状態まで加熱されます。温度は、供給部で 150 ~ 165℃、可塑化部で 165 ~ 180℃、均質化部で 170 ~ 180℃に制御されます。同時に、スクリューの長さ対直径の比は 12 ~ 18:1、圧縮比は 3 ~ 4:1 に維持され、均一な可塑化が達成され、連続的なパイプブランクが形成されます。次にブランクは、175 ~ 190°C に維持された特別に設計された金型を使用して成形されます。その最終的な形状は、内部三角形、外部八角形の溝構造によって直接与えられます。成形型を通過したパイプ素材は長さ25cmの水槽に入り、冷却・固定されます。水温を20~30℃にコントロールして組織を固め、変形を最小限に抑えます。冷却されたチューブは牽引機によって切断機まで引っ張られ、最終生産に向けてあらかじめ設定された寸法に自動的にトリミングされます。このプロセスには大きな利点があります。構造精度の点で、金型成形により複雑な内部三角形と外部八角形の構造が 1 つのステップで作成され、その後の加工エラーが排除されます。寸法公差は±0.1mm以内に厳密に管理されており、特にリチウム電池セパレーターのスプールなどの高精度用途に適しており、巻き取りの平坦性と安定性が確保されています。生産効率とコストの点で、押出成形は単一ラインで日量500~1000メートルの連続生産が可能であり、大規模な注文に非常に適しています。金型費を償却すると金属加工に比べて単価が40~60%下がり、コストパフォーマンスに優れます。材料適応性に関しては、ABS樹脂は耐薬品性、表面光沢、加工流動性に優れており、コアチューブの材料として最適です。ガラス繊維強化などの変更により強度をさらに強化し、さまざまな耐荷重要件を満たすことができます。
ID 3 インチ、OD 8 インチの 2 層 ABS スプールの基本的な構造パラメータは、ハイエンドの産業要件を満たすように細心の注意を払って設計されています。3 インチのインナーチューブ直径は、コアシリンダーの内部サポート構造のコア寸法として機能し、内部スペースの利用率に直接影響します。たとえば、リチウム電池のセパレーター巻き取りプロセスでは、巻き取りの平坦性を確保するために、この内径がセパレーター巻き取り張力制御システムに正確に一致する必要があります。アウターチューブの 8 インチ ID がコアの全体的な耐荷重能力を決定します。 6 mm の壁厚と組み合わせたこの設計は、構造の完全性を確保しながら材料の利用を最適化します。この製品は優れた耐熱性を示し、-40°C ~ 120°C の極限環境試験に対応し、特にリチウム電池製造における高温硬化プロセスに適しています。低収縮配合を使用することで寸法安定性が大幅に向上し、耐用年数が 5 年を超えて延長され、顧客の機器交換コストが効果的に削減されます。環境性能に関しては、ABS コアシャフトは SGS の権威あるテストに合格し、新エネルギー産業における材料の厳しいリサイクル要件を完全に満たしています。表面仕上げは業界最高水準を達成しており、コア表面粗さRa≦0.8μmに管理されています。 0.5μm以下を要求する高級用途では、この精密機械加工によりセパレータ巻き取り時の摩擦抵抗を大幅に低減し、静電気の発生を最小限に抑え、セパレータの汚れや表面の傷を防ぎます。その結果、バッテリーの歩留まりが 5% 以上向上します。この表面品質は、真空校正された押出装置と、全プロセスのデジタルトレーサビリティによってサポートされる 12 の厳格な品質管理プロセスによって実現されます。特に、コアチューブの加工精度はバッテリーの性能に直接影響します。その寸法精度により、バッテリーの内部抵抗の一貫性が 15% ~ 20% の変動範囲内に収まります。さらに、1,000 回の充放電サイクル後、バッテリー容量の保持率が 5% ~ 8% 向上し、パワーバッテリーの長期信頼性に対する重要な保証を提供します。


ホットタグ: ID 3 インチ OD 8 インチ 二層 ABS スプール工場
関連カテゴリー
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。



